


深圳手板厂业务之一:SLA 3D打印
深圳手板厂业务之一:SLA 3D打印
SLA3D打印具有打印形状宽、成型速度快、精度高的特点。其应用领域几乎涵盖了制造业领域的所有行业,在医疗、人体工程、文物保护等行业得到了广泛应用。目前主要用于新产品开发的设计验证和模拟样件的试制,即从产品概念设计造型设计结构设计基本功能评价模拟样件试制的开发过程。对于一些以塑料结构为主的产品,可以进行小批量试生产,或者进行一些物理功能测试、组装验证、实际外观和效果检验,甚至可以先将小批量组装的产品投放市场,达到抛石问路的目的。快速成型技术的主要应用如下:
汽车、摩托车 : 外形及内饰件的设计、改型、装配试验,发动机、汽缸头试制。
家电 : 各种家电产品的外形与结构设计,装配试验与功能验证,市场宣传,模具制造。
通讯产品 : 产品外形与结构设计,装配试验,功能验证,模具制造。
航空、航天 : 特殊零件的直接制造,叶轮、涡轮、叶片的试制,发动机的试制、装配试验。
轻工业 : 各种产品的设计、验证、装配,市场宣传,玩具、鞋类模具的快速制造。
医疗 : 医疗器械的设计、试产、试用, CT 扫描信息的实物化,手术模拟,人体骨关节的配制。
国防 : 各种武器零部件的设计、装配、试制,特殊零件的直接制作,遥感信息的模型制作。
精密铸造:在由于光固化快速成形设备使用的液态树脂是由碳、氢、氧等元素组成的高分子材料,在700℃以上的温度下,可以完全烧蚀,没有任何残留物质,对于失蜡法制造精密铸造模型来说,这是一个非常重要的性能。 目前在珠宝行业可代替人工雕蜡过程,可大大提高成型精度和效率。
SLA作为3D打印成型的一种方式,因其材料多样化,价格便宜,已被大众所接受,在众多领域得到广泛的应用。今天,我们将介绍SLA 3D打印技术的基本原理,一起来了解SLA打印的优缺点和局限性。
什么是SLA?
立体光刻(SLA)是一种增材制造工艺,属于槽光固化家族。在SLA中,模型是通过使用紫外(UV)激光束选择性地一层一层地固化聚合树脂而成。SLA中使用的材料是液体光敏热固性聚合物。
作为第一项3D打印技术,SLA成名很早,其发明者早在1986年就为这项技术申请了专利。如果模型需要高精度或光滑表面,SLA是最具性价比的3D打印技术。当充分了解制造过程的优缺点和局限性时,就能打印出最佳效果。
相关资料:SLA 3D打印技术的基本原理:优缺点和局限性
SLA与数字光处理技术(DLP)有许多共同点,DLP是另一种槽光固化打印技术。简单来说,这两种技术可以视为一种技术。
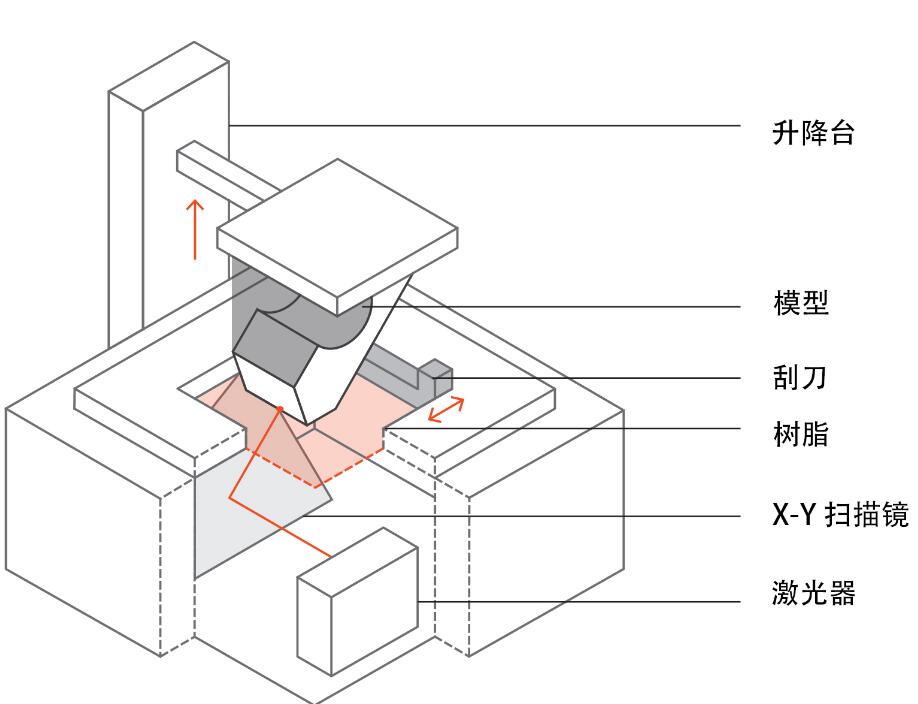
SLA的工作原理
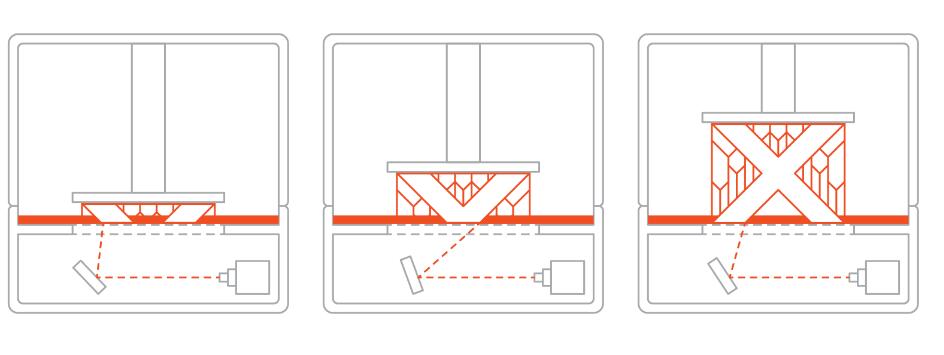
成型平台固定在液体树脂槽中,距离液体表面一层的高度。
紫外激光通过选择性地固化光聚合树脂,一层层打印。激光束通过一组叫galvos的镜子聚焦在设定的路径上。对模型的整个横截面进行扫描,使打印部分固化。
当一层打印完成后,成型平台移动到一个安全的距离,刮刀给表面覆上新的一层。重复这个过程,直到模型打印完成。
打印完成后,模型处于柔软、未完全固化的状态。如果需要较高的机械性能和热性能,就需要在紫外光下进行进一步的后处理。
液体树脂通过一种称为光聚合的过程固化:在固化过程中,组成液体树脂的单体碳链被紫外激光作用,变成固体。光聚合的过程是不可逆的,SLA模型无法还原为液态:当加热时,它们会燃烧而不是熔化。这是因为SLA生产的材料是由热固性聚合物制成的,而不是FDM使用的热熔性塑料。
打印机参数
在SLA系统中,大多数打印机参数由制造商固定,不能更改。唯一能自定义的是层高和模型方向(后者决定支撑位置)。
SLA中的层厚度在25到100微米之间。较薄的层厚度可以更精确地捕捉曲线几何图形,但会增加打印时间(和成本)以及打印失败率。100微米的层厚适用于大多数常见软件。
打印尺寸是另一个很重要的参数。打印尺寸取决于SLA机器的类型。有两种主要的SLA机器类型:下沉式和上拉式。
下沉式SLA打印机将激光光源置于料槽上方,模型朝上。成型平台从树脂槽的顶部开始,每层成型后向下移动。
上拉式SLA打印机将光源置于树脂槽下方,模型向下成型。料槽底部透明,带有硅酮涂层,涂层让激光通过,并让固化树脂不粘贴在槽底。在每一层成型后,固化的树脂被从槽底分离出来,随着成型平台向上移动。这个步骤就是剥离。
上拉式主要用于桌面级打印机,而下沉式通常用于工业SLA系统。上拉式SLA打印机更容易生产和操作,但是它们的打印尺寸很受限,因为在剥离过程中的拉力可能会导致打印失败。而下沉式打印机可以兼容非常大的打印尺寸,精度也不会有很大的偏差,但价格却很贵。
支撑结构
SLA打印始终需要支撑结构。支撑结构采用与模型相同的材料打印,打印后必须手动拆除。模型方向决定了支撑的位置和数量。合理摆放模型方向,确保美观度重要的展示面不会接触到支撑结构。
上拉式和下沉式SLA打印机使用支撑的方式不同:
下沉式SLA打印中,支撑添加类似于FDM。悬空和跨桥需要精准打印(临界悬空角度通常是30°)。模型可以朝任何方向摆放,但通常是都是平放,以尽量减少支持的数量和总层数。
上拉式SLA打印中,情况就要复杂得多。悬空和跨桥仍然需要支撑,但是最小化每一层的横截面积至关重要:在剥离过程中施加到模型上的力可能会导致它与成型平台分离。这些力与每层的横截面积成正比。因此,模型需面向某一角度,相对而言减不减少支撑,就不是那么重要。
卷曲
通过SLA打印的模型,可能会有一个很大的问题就是卷曲。卷曲类似于FDM中的翘边。
在固化过程中,当被打印机的光源照射,树脂会轻微收缩。当收缩幅度较大时,新层与原凝固材料之间会产生较大的内应力,从而导致模型的卷曲。
固化
SLA打印的模型具有等方性的机械性能。这是因为单次紫外激光照射不足以完全固化液体树脂。随后激光再次照射,让之前的固化层凝固到一个非常密集的程度。事实上:
在SLA中,即使打印完成后,固化仍在继续。
为了获得最佳的机械性能,SLA模型必须进行后固化,可以将其置于强光下的固化箱中(有时在高温下)。这大大提高了SLA零件的硬度和耐温性,但也使其更易碎。
例如,用SLA桌面级打印机打印的标准透明树脂模型,在后固化后,抗拉强度几乎增加了2倍(从38MPa到65MPa),耐温性也增加了(从42摄氏度到58摄氏度),但断裂延伸率也几乎降低到之前的一半(12%到6.2%)。
把模型放在阳光下也会加速固化。但长时间暴露在紫外线下会对SLA模型的物理性能和外观产生有害影响:可能会卷曲、变得非常脆弱并变色。因此,建议晾晒前喷涂一层透明紫外丙烯酸涂料。
常用的SLA材料
SLA材料为液体树脂。每升树脂的价格差别很大,便宜的有50美元左右的标准材料,贵的有400美元以上的特殊材料,如浇注料或牙科树脂。工业系统材料选择比桌面及SLA打印机更广泛,这就能更好地控制模型的机械性能。
SLA材料(热固性材料)比FDM或SLS(热塑性塑料)材料更脆弱,因此SLA模型通常不能用来承受较大负载。当然未来材料的进步可能会改变这一点。
后处理
SLA模型可以通过各种后处理方法,如砂光、抛光、喷涂涂层和使用矿物油等,获得非常高的品质。
透明树脂外层后处理后的各种效果。从左至右:去除支撑,水磨,防紫外线喷涂,抛光
SLA的优势和限制
SLA的主要优缺点概括如下:
SLA可以生产尺寸精度非常高、细节复杂的零件。
SLA模型表面光洁度高。
SLA能使用特殊的材料,如透明、柔韧、浇铸树脂等。
SLA部件通常很脆弱,不适合功能性应用。
当SLA模型暴露在阳光下时,其机械性能和外观会随着时间的推移而退化。
始终需要支撑,并且需要后处理来消除支撑留下的印记。









